 |  |
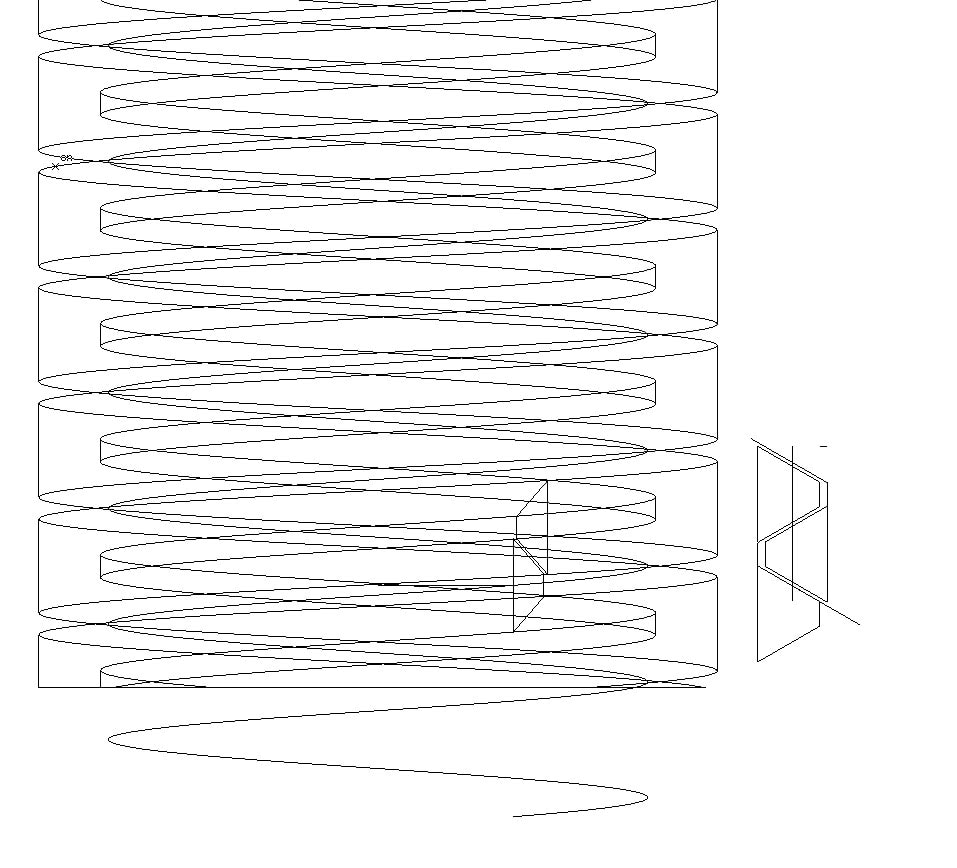
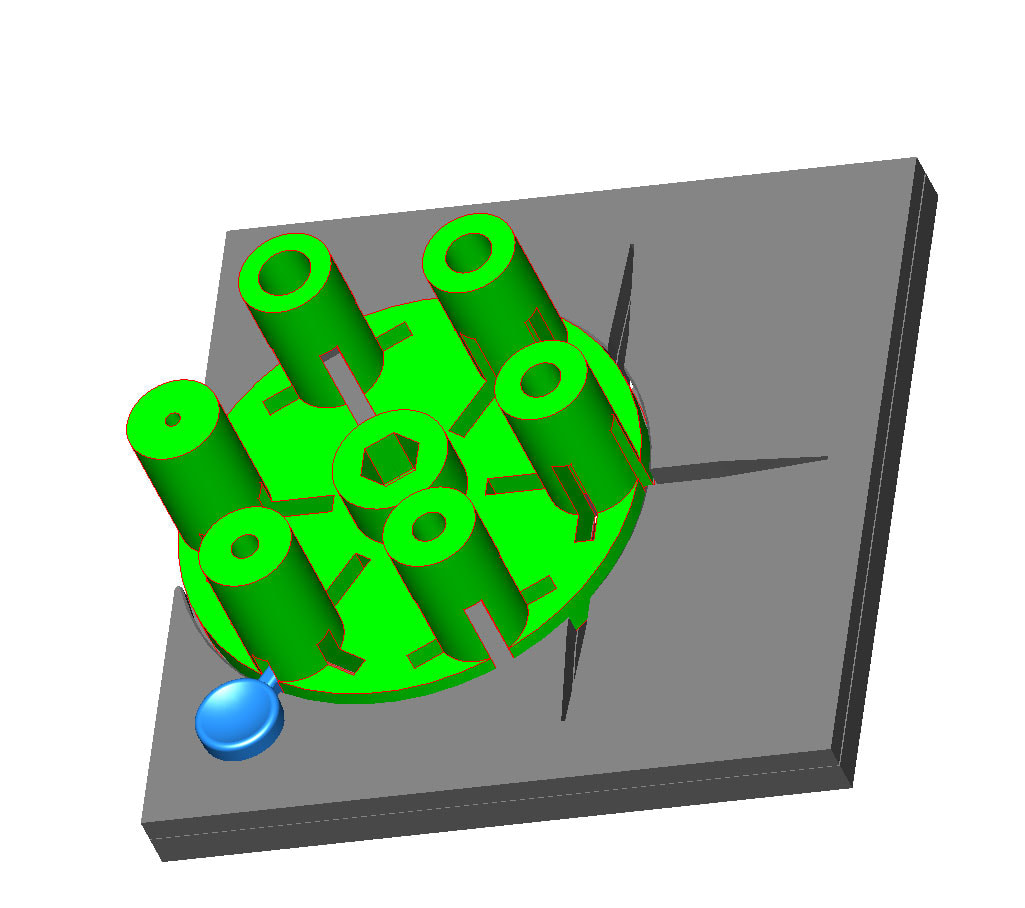
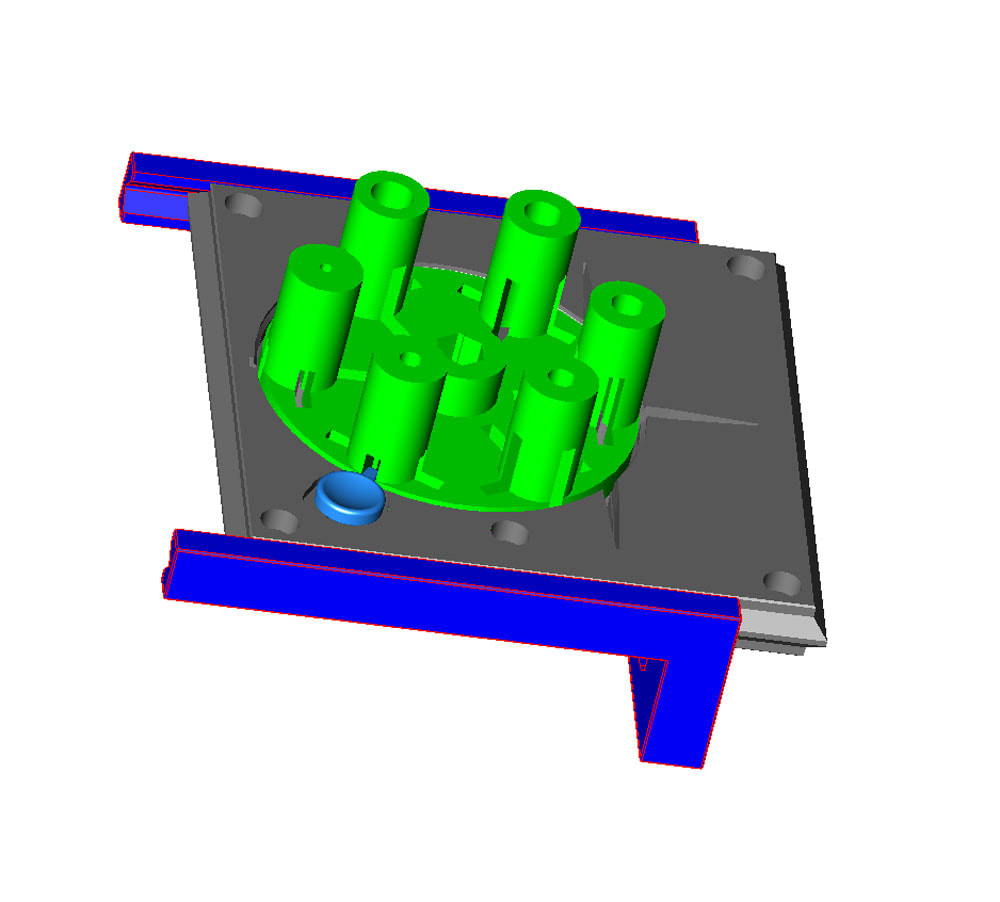
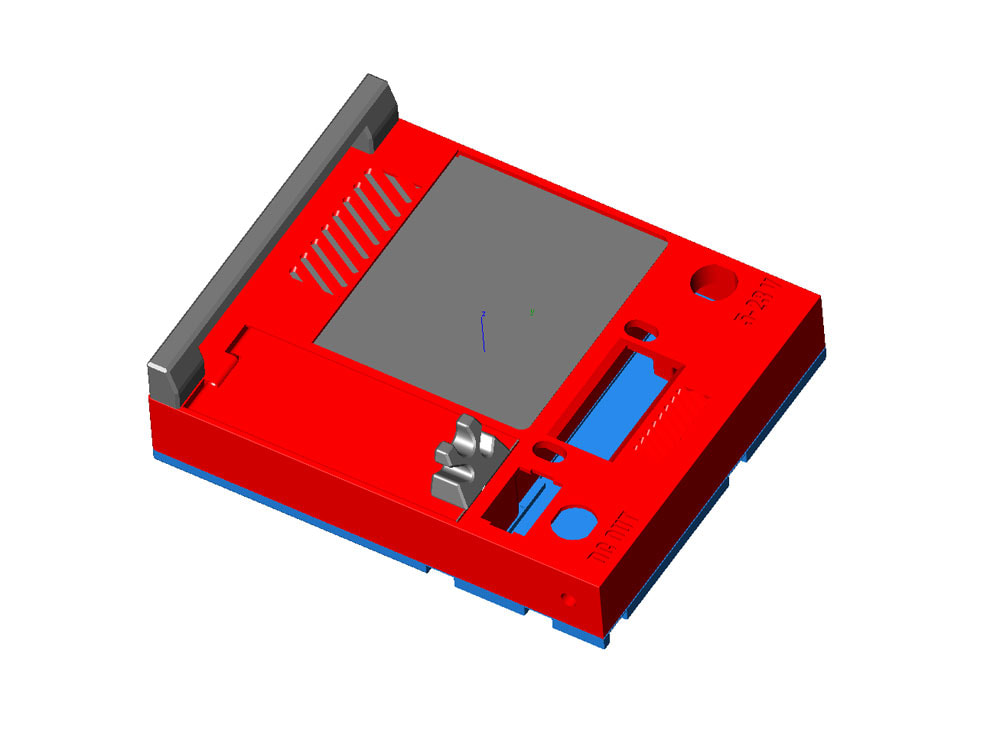
Not really a how-to, but I found that using ViaCAD 9, I could make a reasonable printable thread by first making a closed surface of the thread profile, then mating that up with a helix spline that was set up with the correct pitch and diameter I needed for the threads (in this case 3mm pitch and I think it was 14mm diameter). After that I used the one rail sweep solid tool to spin the thread profiles up the helix, and bam! I had threads. The only problem I had after that was finding the balance to make them usable on a printed part. My first test was was too tight to turn by hand. I ended up with a gap between the threads around 0.4-0.5mm (closer to 0.5mm) and that was able to work with a layer height of 0.15mm when printed. The thread profile in the pic does not reflect the final design since I had to tweak the threads with the push/pull tool to get the correct gap. Since I knew I was gonna have problems with the threads I printed some smaller test parts first to dial in the threads. Now just gotta print the part.








 RSS Feed
RSS Feed
