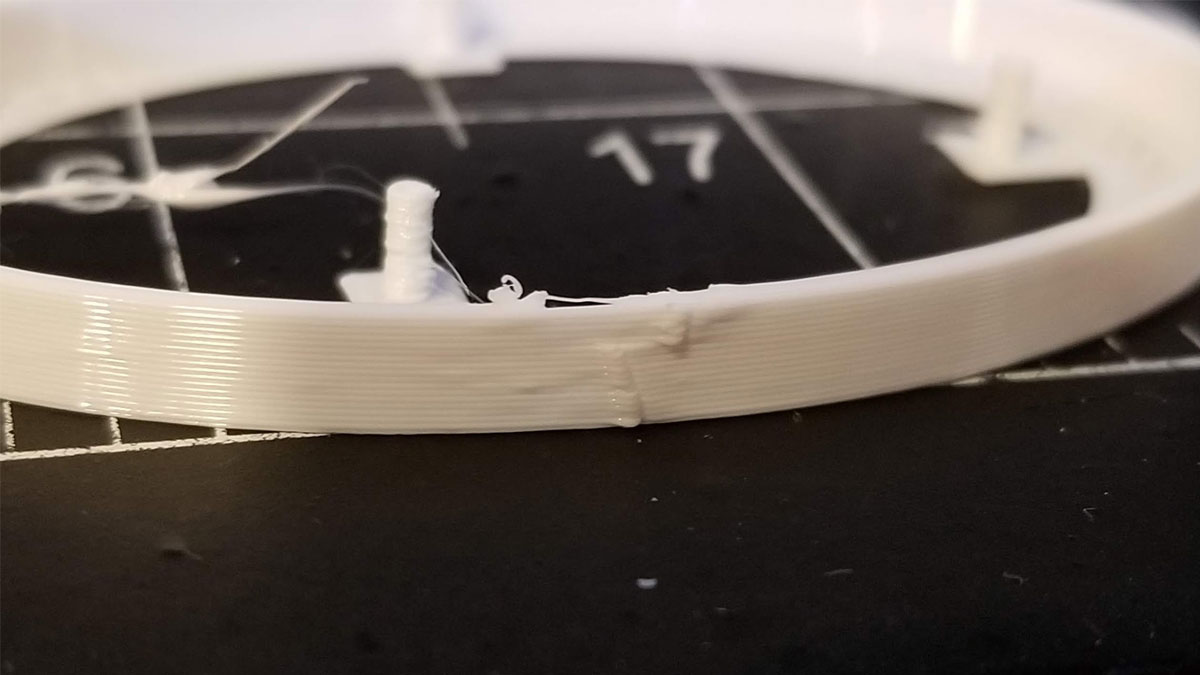
I have been seeing blobs on my prints and have tried a few things to fix them, because it is getting to be a problem when running PETG especially. I know that the blobs are due to the nexus of retraction, speed, flow, temperature and coasting volume, and maybe something else I have not considered. That's a lot of knobs to adjust though, but I'm trying.
The material I am using is Duramic3D White PETG, which is generally my go when I need PETG. I ran some temp towers and found that the best temps are between 230°C and 235°C so I am going with the lower value. I calibrated flow using single wall cubes, where normally I run a 2 wall cube, but the value was quite a bit lower than I expected at 89%, but it does work. I also re-checked my e-steps which right on 140 steps per mm.
So I am checking off some of the boxes but the blobs are still there. I'm down to retraction and coasting, which seems to me are two ways to deal with a pile of filament that needs to be gotten rid of. My understanding is that coasting pushes the pile along and spreads it out, and retraction sucks up whats left. To get into the ballpark for the retraction setting, I ran several retraction tests first, which were not great, but I settled on 5.2mm @ 25mm/s yet still seeing blobs. One limitation potentially with the hot end I am running however, is that (IRRC) Microswiss recommended staying below 4 or 5mm for retraction. I have never had a problem going to 6mm though, so I'm not really concerned yet.
You can skip to the end if you just want to read my go-forward plan to deal with ugly seam blobs on the surface of prints.
Finally (maybe), I'm looking at the coasting volume. For some reason, even though I have a 0.6mm nozzle, Cura wants to default to the value for a 0.4mm nozzle (0.064mm^3). The coasting volume should be close to the diameter of the nozzle cubed, so 0.4mm nozzle would be 0.4x0.4x0.4 = 0.064mm^3 and a 0.6mm nozzle (which I am running) should be 0.6x0.6x0.6 = 0.216mm^3. So I first ran a baseline test (TEST 1) using a model I created after Brilliant Name's "Underextrusion, retraction, extra prime and coasting test" (https://www.thingiverse.com/thing:3229413/). That model is designed for a 0.4mm nozzle so I had to make mine for a 0.6mm nozzle, and I also added a 2 layer brim.
The material I am using is Duramic3D White PETG, which is generally my go when I need PETG. I ran some temp towers and found that the best temps are between 230°C and 235°C so I am going with the lower value. I calibrated flow using single wall cubes, where normally I run a 2 wall cube, but the value was quite a bit lower than I expected at 89%, but it does work. I also re-checked my e-steps which right on 140 steps per mm.
So I am checking off some of the boxes but the blobs are still there. I'm down to retraction and coasting, which seems to me are two ways to deal with a pile of filament that needs to be gotten rid of. My understanding is that coasting pushes the pile along and spreads it out, and retraction sucks up whats left. To get into the ballpark for the retraction setting, I ran several retraction tests first, which were not great, but I settled on 5.2mm @ 25mm/s yet still seeing blobs. One limitation potentially with the hot end I am running however, is that (IRRC) Microswiss recommended staying below 4 or 5mm for retraction. I have never had a problem going to 6mm though, so I'm not really concerned yet.
You can skip to the end if you just want to read my go-forward plan to deal with ugly seam blobs on the surface of prints.
Finally (maybe), I'm looking at the coasting volume. For some reason, even though I have a 0.6mm nozzle, Cura wants to default to the value for a 0.4mm nozzle (0.064mm^3). The coasting volume should be close to the diameter of the nozzle cubed, so 0.4mm nozzle would be 0.4x0.4x0.4 = 0.064mm^3 and a 0.6mm nozzle (which I am running) should be 0.6x0.6x0.6 = 0.216mm^3. So I first ran a baseline test (TEST 1) using a model I created after Brilliant Name's "Underextrusion, retraction, extra prime and coasting test" (https://www.thingiverse.com/thing:3229413/). That model is designed for a 0.4mm nozzle so I had to make mine for a 0.6mm nozzle, and I also added a 2 layer brim.
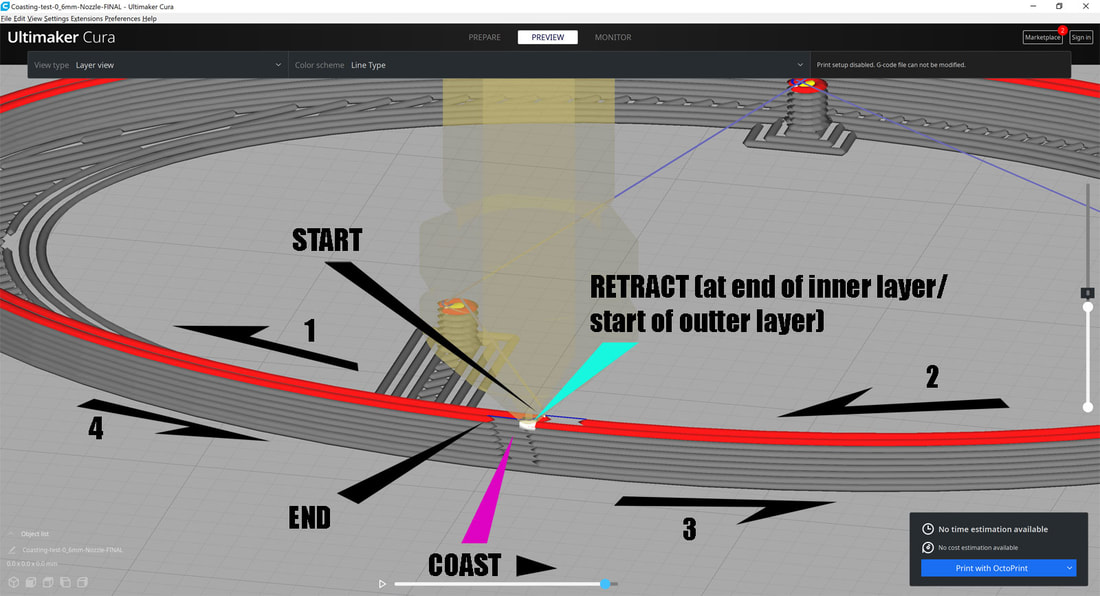
UPDATE 9/27/2021 - I went back and re-worked the image above since I made a wrong assumption previously about it. Above is how I understand it after loading the gcode back into Cura and replaying it, though one thing I am not certain of is if the "starts" which are represented by white dots or boxes on the print when displayed in Cura - are where a retraction will occur or not. The best I can come up with currently based on the way the test model prints is that the inside layer is done first, so there is a "start" (and maybe a retraction), and then nozzle moves clockwise around the inner loop from 1 to 2, then it coasts a bit at the end of the inside loop. Now the nozzle makes a u-turn into the outside layer. I think that a retraction occurs at this point at the start of the outside layer (where the white area is on the pic). This is also where I see the blobs typically on my prints. Next, the nozzle starts the outside layer in the counter clockwise direction from 3 to 4 and then when it gets to the end, it coasts again for a bit, and finally moves back over the inside layer to print one of the posts, I don't think it makes a further retraction on the outside layer since the next one appears to occur where it starts one of the small posts off to the left (not shown). So if I am interpreting this correctly, that would indicate that the blobs I am seeing in the tests below, are due more to the retraction done as the nozzle moves from the inside layer to start the outer layer (after coasting to the end of the inside layer). This makes sense based on my test results below which show coasting had less effect that retraction did.
One thing I noted going into this was that the default coasting volume had been set wrong for my 0.6mm nozzle (set for 0.064mm^3 which corresponds to a 0.4mm nozzle). Still I tested with that coasting 0.4mm nozzle value to start with and then tried the recommended coasting value for my 0.6mm nozzle.
Coasting Volume and retraction Tests (run via Octoprint).
Using these values (to start):
Speed 40mm/s
Accel 500mm/s
Jerk 7, 7, 7
Flow 89% (Duramic White PETG)
Temp 230°C/60°C
Layers 0.2mm
Retraction 5.2mm @ 25mm/s (this was changed after test #3)
Using these values (to start):
Speed 40mm/s
Accel 500mm/s
Jerk 7, 7, 7
Flow 89% (Duramic White PETG)
Temp 230°C/60°C
Layers 0.2mm
Retraction 5.2mm @ 25mm/s (this was changed after test #3)
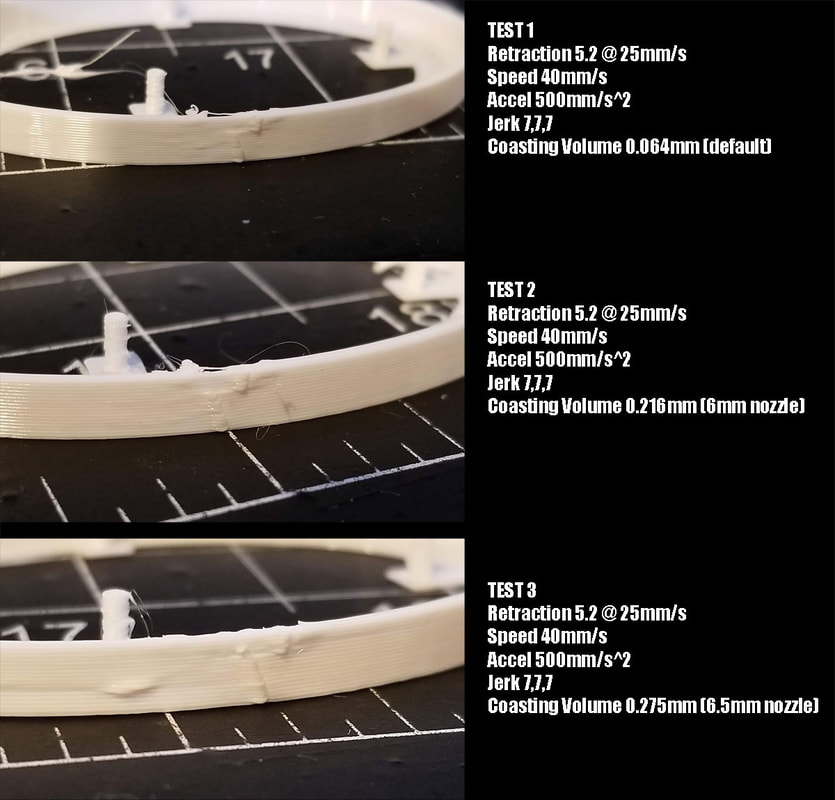 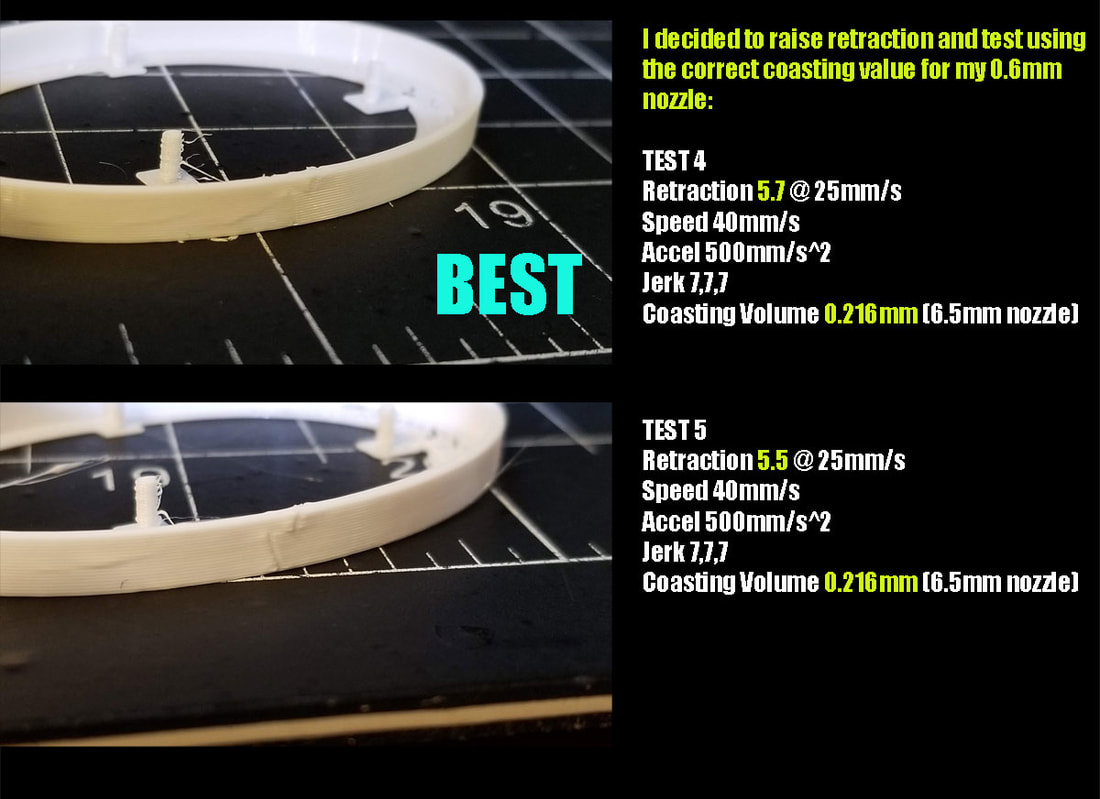 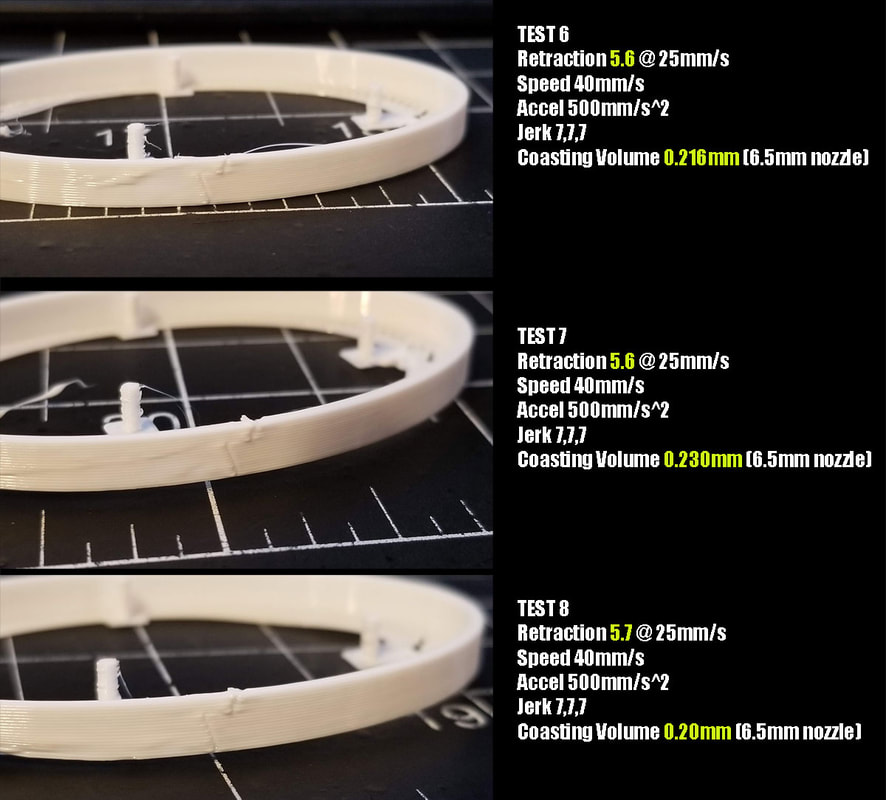 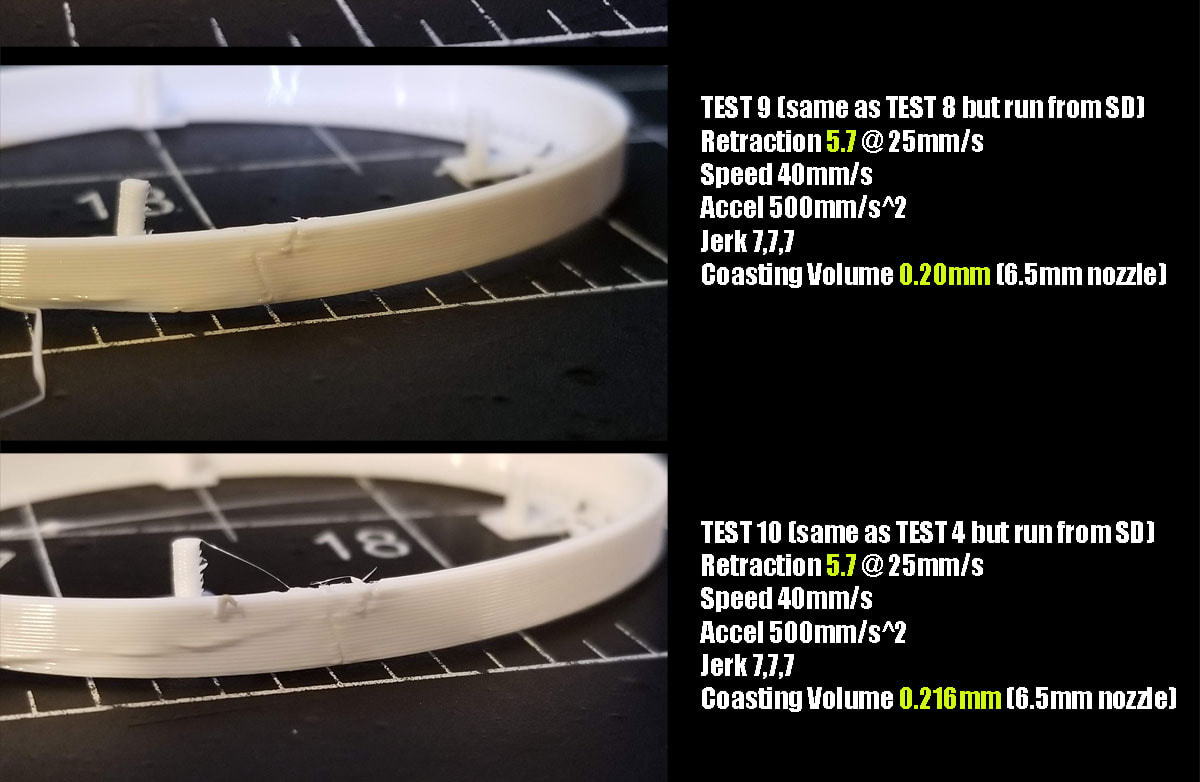 | The first 3 tests where to see if changing the coasting volume helped (these alone did not help much - read below): TEST 1 coasting volume 0.064mm^3 (incorrectly set for a 0.4mm nozzle) Result - not a big difference, still ugly blobs TEST 2 coasting volume 0.216mm^3 (0.6mm nozzle) Result - not a big difference, still ugly blobs TEST 3 coasting volume 0.275mm^3 (0.65mm nozzle) - ugly Result - not a big difference, still ugly blobs The results so far are not great and there is not much difference between them. I decided to take a different tact and, although I calibrated the retraction previously, thought I should have another look at it. For every 0.1mm in retraction, on my 0.6mm nozzle, I should see the same effect as 0.028mm^3 in coasting volume. So, an additional 0.5mm of retraction should yield a similar effect to a adding 0.141mm^3 in coating value, and that should be noticeable. TEST 4 coasting volume 0.216 (0.6mm nozzle) [BEST] retraction increased from 5.2mm to 5.7mm @ 25mm/s Result - better now a bit too much retraction TEST 5 coasting volume 0.216 (0.6mm nozzle) retraction decreased to 5.5mm @ 25mm/s Result - needs a bit more retraction, the bulge is back TEST 6 coasting volume 0.216 (0.6mm nozzle) retraction increased 5.6mm @ 25mm/s Result - not a big difference, still a bit of bulge TEST 7 coasting volume increased by 0.014 to 0.230mm^3 (0.6mm nozzle) retraction 5.6mm @ 25mm/s Result - not a big difference, still a bit of bulge Decided here to backtrack from TEST 4, and try less coasting volume and the same retraction as in TEST 4: TEST 8 coasting volume decreased to 0.2 (0.6mm nozzle) retraction increased 5.7mm @ 25mm/s Result - Still a bit blobby, and I feel it is worse than TEST 4, so I think TEST4 is the winner. These last tests are running the same test as TEST 8 and TEST 4, but instead of running from the Octopi, I printed it from the SD card. TEST 9 coasting volume 0.2 (0.6mm nozzle) [same as TEST 8, but run from SD card] retraction 5.7mm @ 25mm/s Result - No real changes from TEST 9 TEST 10 coasting volume 0.216 (0.6mm nozzle) [same as TEST 4 (best), but run from SD card] retraction 5.7mm @ 25mm/s Result - Possibly some improvement from TEST 4 (its hard to tell) |
In a nutshell, it looks like retraction is better for cleaning up blobs but maybe coasting can be used to polish things up a bit. It's not a big surprise really, but I have not tried calibrating coasting, and I now see that it has been incorrect (way too low) for much of the time I have been using a 0.6mm nozzle, so I'm happy to have that fixed. I also think that the way I was testing retraction using the tower type stringing tests may not be the most optimal for surface finish, since the tower type stinging tests are looking at what is really the toughest case, but surface finish is something that is a more general concern with most prints. Maybe need a balance between stringing and surface blobs, but I will lean towards trying to reduce surface blobs and take care of stringing the old fashioned way. Finally, I could probably do another 10 tests and tweak this some more, and may do so, but for now I'm gonna see how an actual print looks with the new settings.
Here's what I'm gonna do in the future when I run into blobs on the surface related to coasting and retraction:
So in a nutshell, what I plan to do in the future when I really need to clean up a print, is to:
1. Calibrate flow (using a single or double wall test cube)
2. Calibrate temp (either using my notes or a temp tower)
3. Use this thing (for 0.4mm nozzles) or this thing (for 0.6mm nozzles), to calibrate the retraction first, using the recommended value for coasting based on the nozzle size (which is the nozzle diameter cubed). I will however need to be in the ballpark for retraction to start, which should be easy since I keep track of these settings in a spreadsheet.
4. Once retraction is as good as I can get it, I will adjust the coasting up or down by 0.014mm^3 (on a 0.6mm nozzle) which (I believe) is a similar amount of ooze that could be adjusted by changing the retraction by 0.05mm. On a 0.4mm nozzle I would try going up or down by 0.003mm^3 once retraction was as good as I could get it.
It should also be noted that this retraction test seems best for cleaning up surface blobs vs stringing, which may be an either/or balance of even more retraction to clean up stringing or dealing with some stringing but having a better surface finish. I don't see enough of a change between using Octoprint and the SD card, so I will stick with Octoprint for now.
Update 6/3/2023: I posted a minor remix of the Brilliant_Name's original model (designed for a 0.4mm nozzel) on Thingiverse here: https://www.thingiverse.com/thing:6059779 The remix is also designed for a 0.4mm nozzle, but I made some changes to help with adhesion of the small towers.
1. Calibrate flow (using a single or double wall test cube)
2. Calibrate temp (either using my notes or a temp tower)
3. Use this thing (for 0.4mm nozzles) or this thing (for 0.6mm nozzles), to calibrate the retraction first, using the recommended value for coasting based on the nozzle size (which is the nozzle diameter cubed). I will however need to be in the ballpark for retraction to start, which should be easy since I keep track of these settings in a spreadsheet.
4. Once retraction is as good as I can get it, I will adjust the coasting up or down by 0.014mm^3 (on a 0.6mm nozzle) which (I believe) is a similar amount of ooze that could be adjusted by changing the retraction by 0.05mm. On a 0.4mm nozzle I would try going up or down by 0.003mm^3 once retraction was as good as I could get it.
It should also be noted that this retraction test seems best for cleaning up surface blobs vs stringing, which may be an either/or balance of even more retraction to clean up stringing or dealing with some stringing but having a better surface finish. I don't see enough of a change between using Octoprint and the SD card, so I will stick with Octoprint for now.
Update 6/3/2023: I posted a minor remix of the Brilliant_Name's original model (designed for a 0.4mm nozzel) on Thingiverse here: https://www.thingiverse.com/thing:6059779 The remix is also designed for a 0.4mm nozzle, but I made some changes to help with adhesion of the small towers.


 RSS Feed
RSS Feed
