I have been noticing that the flow calibrations have been coming out inconsistent on my CR10S Pro. This started after (though not directly after) some big changes to the machine including a changeover to a BMG (clone) direct drive (and updated the firmware to Tinymachines 7.4.3 for the CR10S Pro V2), so I decided to re-check my e-steps. When I originally set it up, it was right on at E=415, but for some reason it is now all over the place.
I initially screwed up my e-steps calculation. Since I was overextruding I had it in my mind that esteps would go down which normally they should in that case, but due to the problem I'm having (where nothing made sense) the numbers I had from the tests would have me increasing e-steps. In any case my esteps and the values when extruding 100mm are all over the place.
So I took apart the BMG and found the first problem:
I initially screwed up my e-steps calculation. Since I was overextruding I had it in my mind that esteps would go down which normally they should in that case, but due to the problem I'm having (where nothing made sense) the numbers I had from the tests would have me increasing e-steps. In any case my esteps and the values when extruding 100mm are all over the place.
So I took apart the BMG and found the first problem:
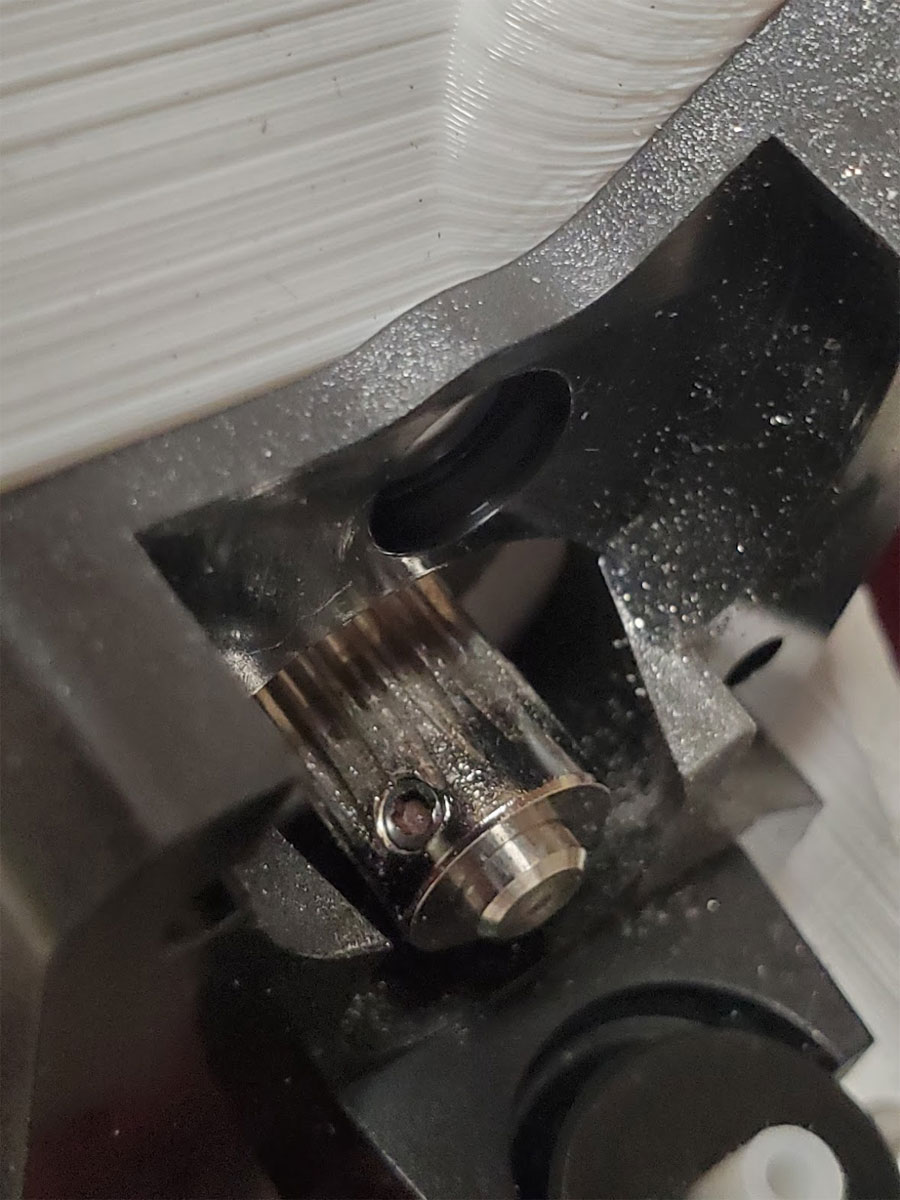
The first pic shows the gear which is installed backwards. I flipped it around so the full depth of the teeth could engage on the nylon gear of the BMG extruder. However that did not fix the problem...
So I removed the extruder, cleaned everything, and set it up so the hot end would be removed from the path. Then I made sure everything was tight (especially the tensioner), and ran filament through several times. The results were slightly more consistent but still not right. I found that I could stop the filament from moving by holding onto it, though the extruder did not click or complain, and the stepper shaft did not stall or miss a step - which means the gears are not biting strongly enough on the filament. I cranked the tensioner as far as I could turn it easily and tried again, but I can still stall the filament by hand. I'm guessing that the tollerances in the BMG clone are just not quite there and there must be either a misalignment or a gap possibly. I checked over the gear alignment as best I could with the gate swung open and it seems OK though.
So now I least I know that this is not a problem with the stepper, vref for the e-stepper and probably not the e-steps. It looks like a problem with the extruder which is allowing the filament to slip.
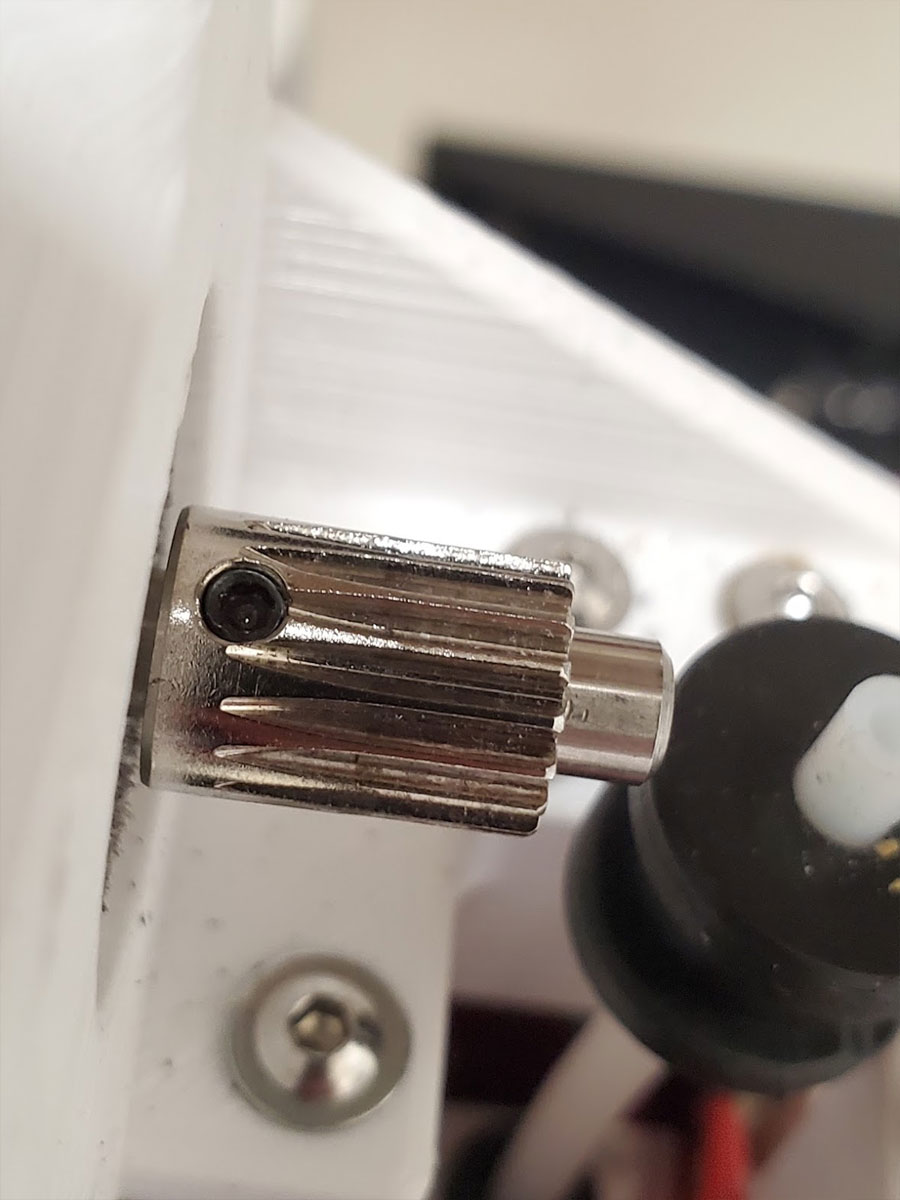
I dug further into the extruder and next found this, which I overlooked the first time I had it apart (and apparently also missed it when I put it together initially):
So I removed the extruder, cleaned everything, and set it up so the hot end would be removed from the path. Then I made sure everything was tight (especially the tensioner), and ran filament through several times. The results were slightly more consistent but still not right. I found that I could stop the filament from moving by holding onto it, though the extruder did not click or complain, and the stepper shaft did not stall or miss a step - which means the gears are not biting strongly enough on the filament. I cranked the tensioner as far as I could turn it easily and tried again, but I can still stall the filament by hand. I'm guessing that the tollerances in the BMG clone are just not quite there and there must be either a misalignment or a gap possibly. I checked over the gear alignment as best I could with the gate swung open and it seems OK though.
So now I least I know that this is not a problem with the stepper, vref for the e-stepper and probably not the e-steps. It looks like a problem with the extruder which is allowing the filament to slip.
I dug further into the extruder and next found this, which I overlooked the first time I had it apart (and apparently also missed it when I put it together initially):


It's hard to see but there is no grub screw in there. This gear was held in place only by the compression of the bearing and the gear pressing on it, which was not much. I'm kicking myself for not seeing this when I installed the BMG, but I recall that this part was "assembled" when I got the stepper so I'm guessing the grub screw was never there in the first place (I did not find one loose in the assembly either). I was fortunately able to steal one from an unused stepper and get this working again, but feel especially stoopid for missing not one but tow problems during the initial build of the stepper. In my defense though, my eyes are not what they used to be :D
I did have to adjust the esteps again, and starting over from 415steps/mm which is the default for the BMG, I eventually landed on 421 steps/mm. That was at least a consistent value, which I confirmed with two tests that both hit on exactly 100mm when I requested 100mm from the stepper/extruder.
So although really dum, this was a success, and maybe even more so considering I actually have some really nice prints from the printer, even with the screwed up extruder. That was until recently at least, when I tried to run PETG and noted the inconsistent extrusion and flow values (which I track using a Google Sheet). I was also seeing issues with wild retraction settings when checking hatchbox wood previously (a post I will update to point here as a likely cause of that problem).
I did have to adjust the esteps again, and starting over from 415steps/mm which is the default for the BMG, I eventually landed on 421 steps/mm. That was at least a consistent value, which I confirmed with two tests that both hit on exactly 100mm when I requested 100mm from the stepper/extruder.
So although really dum, this was a success, and maybe even more so considering I actually have some really nice prints from the printer, even with the screwed up extruder. That was until recently at least, when I tried to run PETG and noted the inconsistent extrusion and flow values (which I track using a Google Sheet). I was also seeing issues with wild retraction settings when checking hatchbox wood previously (a post I will update to point here as a likely cause of that problem).


 RSS Feed
RSS Feed
